شمع های بتنی لوله ای پیش تنیده
یکی از مهمترین مسائل روز در سازه ها بحث پایداری آنها در طول مدت بهره برداری می باشد که اهمیت این موضوع در سازه های دریایی به دلیل عوامل مخرب دریا و هزینه ساخت و نگهداری بالا، بیشتر جلوه می کند. استفاده از شمع های بتنی پیش تنیده که بصورت پیش ساخته تهیه می شوند از جمله روشهای افزایش طول عمر سازه های دریایی است.
شمع های پیش تنیده بیش از ۵۰ سال است که در پروژه های مختلف در ژاپن مورد استفاده قرار می گیرد و از سال ۱۹۷۵ وارد کشور مالزی شده است.در کشور ما در گذشته از این نوع شمع ها استفاده می شده ولی تا مدت ها بکارگیری آنها در کشور به دلایلی چند متوقف بوده است، خوشبختانه هم اکنون مجددا مورد توجه قرار گرفته است.
حمل و نقل شمع ها از مرحله ساخت تا استقرار و همچنین تنش های ایجاد شده در هنگام کوبش از مهمترین عوامل ایجاد تنش های کششی در شمع ها هستند. به دلیل ضعف ذاتی بتن در کشش، وقوع ترک های عرضی در شمع های پیش ساخته معمولی(بدون پیش تنیدگی) بسیار محتمل است. پیدایش ترک در شمع بتنی خصوصا در شرایط خورنده جنوب ایران به معنای از بین رفتن بتن و آرماتور در اثر نفوذ یون کلر ، حمله سولفات، واکنش های قلیائی و ... می باشد. پیش تنیدگی علاوه ب جلوگیری از وقوع ترک های حین نصب ، از باز ماندن ترک های مقطعی ناشی از بیش بارگذاری (Overloading) نیز ممانعت بعمل می آورد.
»» برش ميلگردها
در شمع های بتنی لوله ای پیش تنیده سه نوع آرماتور مسلح کننده استفاده می شوند:
آرماتورهای طولی پیش تنیدگی
آرماتورهای طولی معمولی
آرماتورهای عرضی اسپیرال
آرماتورهای پيش تنيدگي و نیز آرماتورهای طولی معمولی كه به شكل حلقوي انبار شده اند توسط دستگاههاي مکانیکی به حالت مستقيم در آمده و به اندازه هاي موردنظر بريده مي شوند.
»» تغییر شکل انتهاي آرماتورهای پیش تنیدگی
یکی از مراحل مهم، کشش آرماتورهای پیش تنیدگی به اندازه مطلوب می باشد. برای ممکن نمودن این گام، تغییر شکل انتهای آرماتورهای پیش تنیدگی ضروری است. بدین منظور انتهاي آرماتورهای پيش تنيدگي با استفاده از دستگاههاي ويژه اي گرم شده و پس از نرم شدن، تحت فشار گرد مي شوند. اندازه برجستگی سر آرماتورها می بایست متناسب با اندازه سوراخهای تعبیه شده در صفحات فولادی انتهائی شمع باشد. این تناسب با استفاده از شابلون های ویژه ای کنترل می گردد.
»» ساخت قفسه آرماتور
آرماتورهای طولي از داخل دستگاه خودكار ساخت قالب عبور داده مي شوند. در اين دستگاه که به منظور تسریع عملیات و جلوگیری از خطاهای انسانی طراحی شده، همزمان با حركت ميلگردها كابلهاي مسلح كننده عرضي، بطور مارپيچ و خودكار در نقاط مشخص به دور آنها جوش مي شوند. همواره حداقل یک نفر بر کیفیت عملکرد دستگاه نظارت می کند. نوع و بعد جوش به گونه ای طراحی می شود که اثری بر عملکرد آرماتورهای طولی نداشته باشد. این موضوع توسط سیستم کنترل کیفیت و از طریق انجام آزمایش های مشخص شده در استانداردها مستمراً کنترل می گردد.
»» قراردادن قفسه آرماتور در نیمه قالب
هر قالب شمع PSC از دو نیم استوانه تشکیل شده که با استفاده از پیچ و مهره به یکدیگر متصل شده و یک استوانه کامل را تشکیل می دهند. در این مرحله قفسه آرماتور بهمراه صفحات انتهائی به کمک جرثقیل سقفی از چند نقطه بلند شده و در داخل نیمه قالب مستقر می گردد.
»» بتن ريزي
مواد مصرفی در بتن:
۱.سنگدانه
استاندارد BS 882:1992 "-" مصالح با سایز بین ۱۰الی۲۰ mm"-"ماسه تمیز رودخانه ای یا شسته
۲.سیمان
استاندارد MS 522:1989 or ASTM C150-72 "-" سیمان معمولی پرتلند
۳.آرماتور پیش تنیدگی
منطبق با استاندارد JIS G3137:1994
۴.دیگر آرماتورها
منطبق با استاندارد BS 4449 or ASTM A82-97
مقاومت بتن در هنگام تولید باید حداقل ۳۰ نیوتن بر میلیمتر مربع و بعد از ۲۸ روز باید حداقل ۶۰ الی ۷۵ نیوتن بر میلیمتر مربع باشد.
بتن دقیقاً منطبق بر مشخصات فنی و طرح اختلاط از پیش تعیین شده در یک بچینگ مدرن با سیستم کنترل رایانه ای ساخته می شود. کیفیت مصالح اولیه، طرح اختلاط و مشخصات بتن ساخته شده بر اساس نمونه های اخذ شده توسط سیستم کنترل کیفیت، بطور مستمر تحت آزمایش قرار می گیرد. همزمان با انتقال نیمه قالب حاوی قفسه آرماتورها به محل بتن ریزی، بتن تازه نیز به يك محفظه تغذيه كننده متحرک قابل برنامه ریزی که در بالای قالب قرار گرفته منتقل می گردد. محفظه تغذیه کننده حاوی بتن تازه با سرعت یکنواختی که متناسب با ابعاد قالب و نوع بتن تعیین شده در طول قالب حرکت کرده و بتن را با دبی مشخص و یکنواختی در قالب تخلیه می کنند. جاگیری مناسب بتن در داخل قالب و آرماتورها توسط گروه بتن ریزی کنترل می شود.
»» اتصال دو نیمه قالب به یکدیگر
پس از اتمام بتن ریزی، نیمه قالب محتوی آرماتورها و بتن تازه از طریق سیستم ریلی از محل بتن ریزی خارج شده و نيمه بالائي قالب به کمک جرثقیل سقفی بر روی آن قرار داده می شود. کارگران بلافاصله و با استفاده از ابزار بادی نسبت به محکم کردن پیچ و مهره ها اقدام می کنند. از آنجا که قالب با سرعت بسیار زیاد چرخانده می شود، اتصال مناسب و یکنواخت دو قطعه قالب به یکدیگر بسیار اهمیت دارد.
»» کشش آرماتورهای پیش تنیدگی
پس از اتمام اتصال دو نیمه قالب به یکدیگر و در حالیکه گیرشی در بتن اتفاق نیفتاده، سیستم هیدرولیکی کشش آرماتورها شامل يك ميله محور مركزي و يك صفحه تنش فولادی در انتهای قالب استوانه ای مستقر شده و با نیروی یکسان آرماتور های پیش تنیدگی را به اندازه معین می کشد. میزان پیش تنیدگی متناسب با نوع شمع و کاربری آن توسط طراح تعیین می گردد.
»» چرخاندن قالب
قالب حاوي بتن و قفسه آرماتورها با استفاده از جرثقیل سقفی برروي دستگاه چرخش قرار داده می شود. این دستگاه قالب را با سرعت های مختلفی که میزان و روند آنها متناسب با ابعاد قالب و نوع بتن طراحی شده، می چرخاند. سرعت چرخش قالب در برخی مراحل به بیش از 1500 دور در دقیقه نیز می رسد. در اثر چرخش با چنین سرعتی، بتن در اثر نیروی گریز از مرکز به بدنه داخلی قالب چسبیده و مقطع لوله ای یکنواختی تشکیل می گردد. علاوه بر این، چرخاندن با سرعت بالا منجر به فشرده شدن بتن و بيرون زدن آب اضافي از قالب مي شود. اين امر منجر به كاهش نسبت آب به سيمان، افزايش مقاومت بتن و كاهش نفوذپذيري آن مي گردد.
»» عمل آوري با بخار
پس از اتمام مرحله چرخش، قالبها به محفظه هاي بخار منتقل مي شوند. اين نوع عمل آوري موجب آزاد شدن سريعتر قالبها مي گردد. تنظیم دما و فشار حوضچه بخار بر اساس استاندارد های معتبر تعیین و کنترل می شوند.
»» باز كردن قالبها و بیرون آوردن شمع
پس از جداسازی دو نیمه قالب و انتقال نیمه بالائی، بیرون آوردن شمع از درون قالب و انتقال آن با استفاده از بالابرهاي مكشي انجام مي پذيرد.
»» شماره گذاري شمع ها
»» عمل آوري اتوكلاو
در موارد لزوم شمع ها به طور مضاعف با استفاده از فن آوري اتوكلاو عمل آوري مي شوند. اين شمع ها بلافاصله پس از اتمام عمل آوری، قابل حمل و كوبش مي باشند.
»» انباركردن و حمل
شمع ها باید هنگام جابجایی از چند نقطه مهار شوند.
برش ميلگردها
تغییر شکل انتهاي آرماتورهای پیش تنیدگی
ساخت قفسه آرماتور
ساخت قفسه آرماتور
اتصال صفحات انتهائی به قفسه آرماتور
قراردادن قفسه آرماتور در نیمه قالب
بتن ريزي
اتصال دو نیمه قالب به یکدیگر
اتصال دو نیمه قالب به یکدیگر
کشش آرماتورهای پیش تنیدگی
چرخاندن قالب
عمل آوري با بخار
باز كردن قالبها و بیرون آوردن شمع
تميز كردن قالبها
عمل آوري اتوكلاو
انباركردن و حمل
مزایای شمع های پیش تنیده لوله ای بتنی
و
مقایسه آن با شمع های بتنی پیش ساخته بتنی
شمع های بتنی لوله ای پیش تنیده از لحاظ مصالح اولیه، مشخصات طراحي وشيوه ساخت، مزاياي قابل توجهي نسبت به انواع ديگر شمع ها دارند. اين مزايا عبارتند از:
»» مقاومت بالای بتن
مقاومت فشاري بتن مورد استفاده در ساخت شمع هاي بتنی لوله ای پیش تنیده در مرحله انتقال تنش از ميلگردها به بتن برابر با 25 مگاپاسكال و مقاومت 28 روزه آن برابر با 78.5 مگاپاسكال مي باشد. در نتيجه، اين شمع ها تنشهاي قابل ملاحظه كششي و فشاري را در شرايط كوبش سخت و حمل ونقل، بدون ايجاد هيچ گونه تركي، تحمل مي كنند. عواملی که منجر به دستیابی به چنین بتن پر مقاومتی می شوند را می توان بشرح ذیل برشمرد:
۱. میزان سیمان بیش از 500 کیلوگرم در هر متر مکعب بتن می باشد.
۲. نسبت آب به سیمان کمتر از 0.32 است.
۳. در ترکیب بتن از سنگدانه های گرانیتی استفاده می گردد که از با کیفیت ترین سنگدانه ها می باشد. سیلیس موجود در این سنگدانه ها در پروسه اتوکلاو با سیمان واکنش داده و ترکیب بسیار مقاوم و نفوذ ناپذیری را بوجود می آورد.
۴. در طراحی و اجرای طرح اختلاط از ابزار آزمایشی و کنترلی مطابق با استاندارد های دنیا استفاده می گردد.
»» پيش تنيدگي
ناگفته پیداست که ضعف اصلی بتن مقاومت کششی آن است. شمع بتنی در هنگام حمل ونقل و کوبش در معرض تنش های کششی قابل ملاحظه ای قرار می گیرد و لذا برای افزایش مقاومت کششی آن روش های مختلفی مورد نظر قرار گرفته است. یکی از روش ها پیش تنیدگی است. منظور از پیش تنیدگی، اعمال نيروي كششي به آرماتور های فولادي قبل از گیرش بتن است که باعث مي شود پس از اتمام گیرش اولیه در بتن نيروي فشاري بوجود آيد. وجود تنش هاي فشاري در بتن، باعث خنثي شدن تنش هاي كششي ناشي از بارگذاري خمشي يا كششي مي شود. اين مفهوم، كاربرد اعضاي بتني كوچكتر و سبكتر را ممكن مي سازد. پيش تنيدگي سختي عضو را افزايش داده و اين امكان را به طراح مي دهد كه از مزيتهاي فولاد پر مقاومت استفاده نمايد. بدليل اينكه در اعضاي پيش تنيده بتن در فشار قرار دارد، بارهاي قابل اعمال به شمع هاي پيش تنيده، بزرگتر از بار قابل اعمال به شمع بتن مسلح هم اندازه است. این واقعیت بدان معنا است که احتمال بروز ترک در شمع های بتنی لوله ای پیش تنیده در حین جابجائی یا کوبش، بسیار کمتر از شمع های بتنی معمولی می باشد.
»» توليد به روش گريز از مركز
تولید به شیوه گریز از مرکز موجب خروج بیشتر آب بتن و افزایش تراکم مصالح می گردد. این موضوع علاوه بر تأثیر قابل ملاحظه بر مقاومت فشاری بتن، باعث کاهش نفوذ پذیری و افزایش دوام آن می گردد.
»» نفوذ ناپذيري
شمع های بتنی معمولی از لحاظ نفوذپذیری شرایط مطلوبی نداشته و لذا در محیط های شیمیائی بسیار خطرناکی مانند نواحی اطراف خلیج فارس دوام چندانی نخواهند داشت . در حالیکه در شمع های بتنی پیش تنیده عیار بالای سیمان، نسبت پائین آب به سیمان، استفاده از سنگدانه های گرانیتی، خروج آب و تراکم در حین عملیات گریز از مرکز منجر به تولید بتنی با نفوذ پذیری بسیار اندک می گردد. هر چه نفوذ پذیری بتن کمتر باشد، مقاومت آن در برابر نفوذ عوامل مخربی مانند یون کلر و سولفاتها بیشتر بوده و لذا دوام آن بطور قابل ملاحظه ای افزایش می یابد.
»» كنترل دقيق ساخت و تضمين كيفيت
در كارخانه توليد شمع هاي بتنی لوله ای پیش تنیده علاوه بر آزمايش هاي دقيقي كه به طور مداوم بر روي مصالح اولیه صورت مي گيرد، تمامي مراحل ساخت توسط ناظرين ذيصلاح تحت نظر گرفته شده و مصالحي كه حداقل كيفيت موردنظر را نداشته باشند برگشت داده مي شوند. از طرفي شركت ICP، در زمينه مصالح مصرفي و روشهاي ساخت و كنترل كيفيت، داراي گواهينامه هاي معتبر بين المللي MS ISO 9001 مي باشد.پس از ساخت نيز تعدادي از شمع ها بطور اتفاقي انتخاب شده و تحت آزمايشهائي نظير بارگذاري محوري و جانبي و آزمايش ضخامت بتن و... قرار مي گيرند.
»» امكان وصله آسان و سريع
با توجه به نصب صفحات فلزي در دو انتهاي هر قطعه شمع، براحتي و با سرعت مي توان چندين قطعه را به يكديگر متصل نموده و به شمعي با طول دلخواه دست يافت.
»» قالب بندی و بتن ریزی
برای تولید شمع های بتنی معمولی از قالب هائی با سه وجه بسته و یک سمت باز استفاده می گردد. بتن از بالا در این قالب ها ریخته شده و تراکم بتن با استفاده از ویبراتورهای معمولی انجام می گیرد. دستیابی به تراکم بتن بالا و تخلخل کم در این روش ممکن نیست. برای تولید شمع های بتنی لوله ای از قالب های استوانه ای استفاده می گردد. پس از بتن ریزی در نیم استوانه پائینی، قالب بسته شده و با سرعت بسیار بالا حول محور مرکزی خود چرخانده می شود. تولید به شیوه گریز از مرکز موجب خروج بیشتر آب بتن و افزایش تراکم مصالح می گردد. این موضوع علاوه بر تأثیر قابل ملاحظه بر مقاومت فشاری بتن، باعث کاهش نفوذ پذیری و افزایش دوام آن می گردد.
»» حمل ونقل
حمل ونقل شمع های بتنی معمولی معمولاً منجر به ایجاد ریز ترک هائی در مناطق کششی می گردد و لذا نقاط ضعیفی را در شمع ایجاد می نماید که در حین اعمال تنش های کوبش کاملاً تخریب می گردند. در مقابل مقاومت بالای بتن و پیش تنیدگی، موجب حفظ سلامت شمع بتنی لوله ای پیش تنیده در حین جابجائی می گردد. لازم به یادآوری است که اصولاً شمع های بتنی لوله ای پیش تنیده بدلیل مقطع توخالی، سبکتر از شمع بتنی معمولی معادل بوده و لذا تنش های فشاری-کششی ایجاد شده در اثر وزن شمع در حین جابجائی آنها، به مراتب کمتر می باشد.
»» سهولت، سرعت و هزینه اجرا
وزن واحد طول شمع های لوله ای پیش تنیده کمتر از شمع بتنی معمولی معادل است. لذا برای کوبش شمع لوله ای به تجهیزات سبکتری نیاز است. این مزیت علاوه بر سهولت اجرا، هزینه های ماشین آلات را به شدت کاهش می دهد. از طرفی در برخی شرایط ژئوتکنیکی می توان شمع های لوله ای را بدون ایجاد تغییر در باربری، با انتهای باز کوبید. در چنین شرایطی با چکش سبکتر و در زمان بسیار کوتاهتری می توان شمع را کوبید که چنین امکانی برای شمع های بتنی معمولی، بدلیل بسته بودن مقطع، وجود ندارد.
»» دوام و پایائی
امروزه مهمترین شاخص در تعیین دوام و پایائی بتن، نفوذ پذیری آن است. شمع های بتنی لوله ای بدلیل عیار بالای سیمان (بیش از 500 کیلوگرم در متر مکعب)، نسبت بسیار پائین آب به سیمان (کمتر از 0.32) و تراکم ایجاد شده در حین عملیات گریز از مرکز، نفوذ پذیری بسایر اندکی داشته و تقریباً می توان گفت که نفوذ ناپذیرند. درجه نفوذ پذیری این شمع ها به حدی پائین است که حتی در شرایط دریائی و در ناحیه جذر و مدی نیز نیازی به پوشش های مرسوم ندارند. در مقابل شمع های بتنی معمولی واجد چنین مشخصات فنی خاصی نیستند، نفوذ پذیری آنها به مراتب بیشتر از شمع های بتنی لوله ای پیش تنیده بوده و لذا عمر مفید کمتری دارند. لذا در صورتی که استفاده از شمع های بتنی معمولی در منطقه جنوبی کشور با ترکهای ناشی از حمل و کوبش نیز همراه گردد، قطعاً در مدت کوتاهی از بین رفته و کارائی خود را از دست خواهند داد.


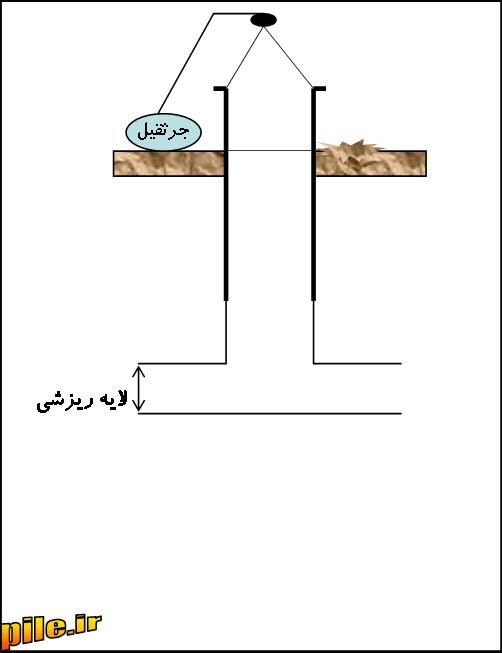
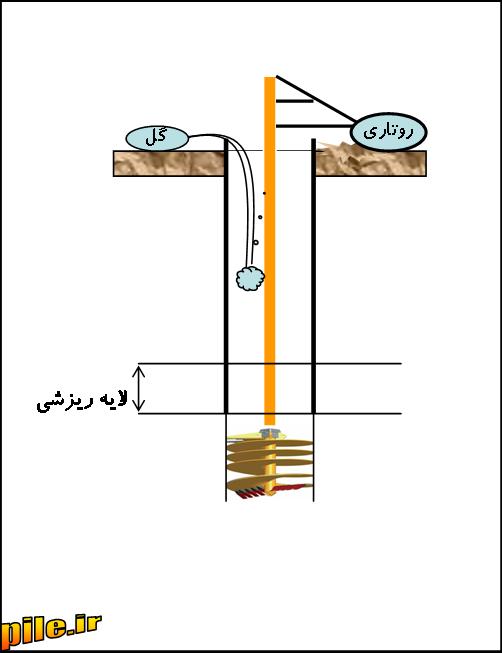
 2.کیسینگ گذاری تا عمق عبوری از لایه ریزشی1.حفاری اولیه همراه با تزریق گل بنتونیت
2.کیسینگ گذاری تا عمق عبوری از لایه ریزشی1.حفاری اولیه همراه با تزریق گل بنتونیت
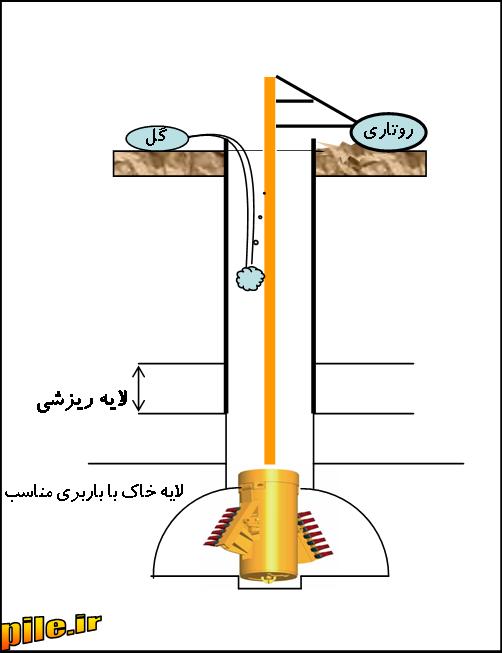
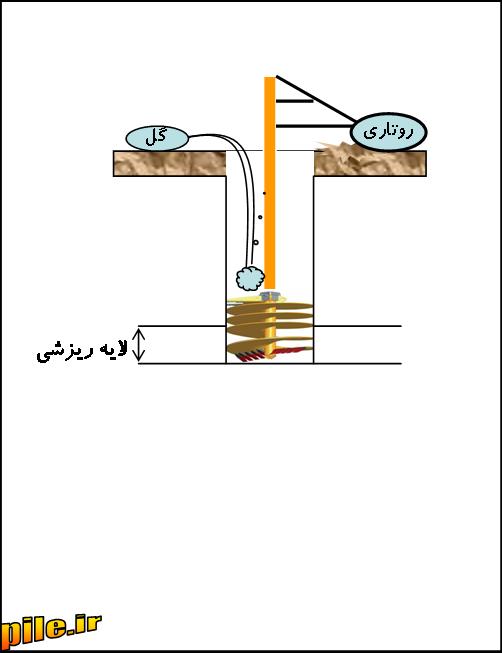
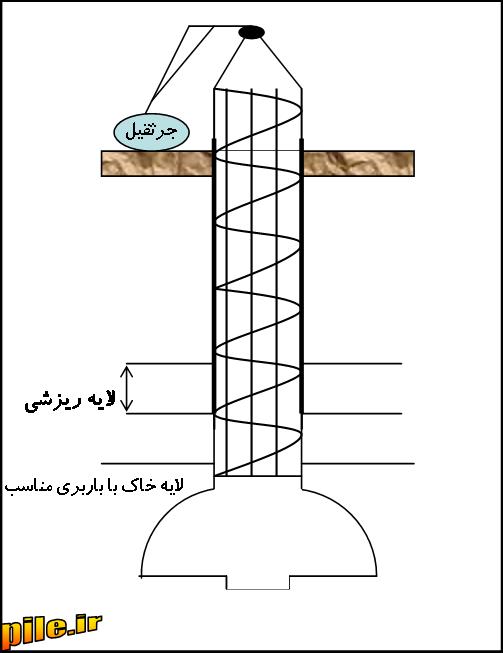
 4.ایجاد انباره در انتهای شمع(ویژه شمع های پدستالی)3.از سرگیری حفاری از درون کیسنگ
4.ایجاد انباره در انتهای شمع(ویژه شمع های پدستالی)3.از سرگیری حفاری از درون کیسنگ
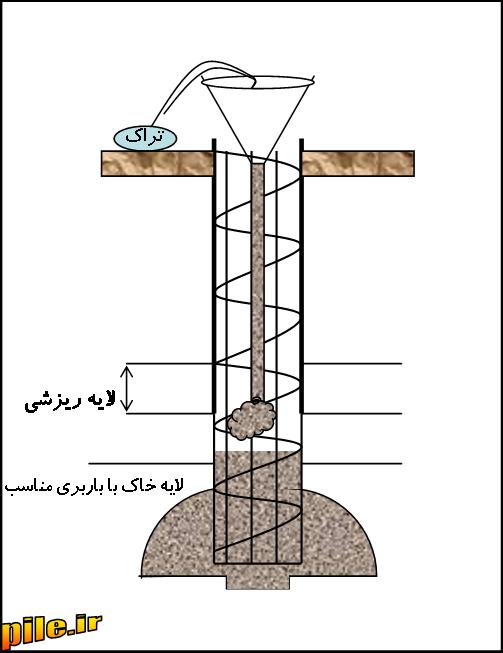
 6.جاگذاری ترمی و قیف و انجام بتن ریزی5.جاگذاری قفسه آرماتور
6.جاگذاری ترمی و قیف و انجام بتن ریزی5.جاگذاری قفسه آرماتور
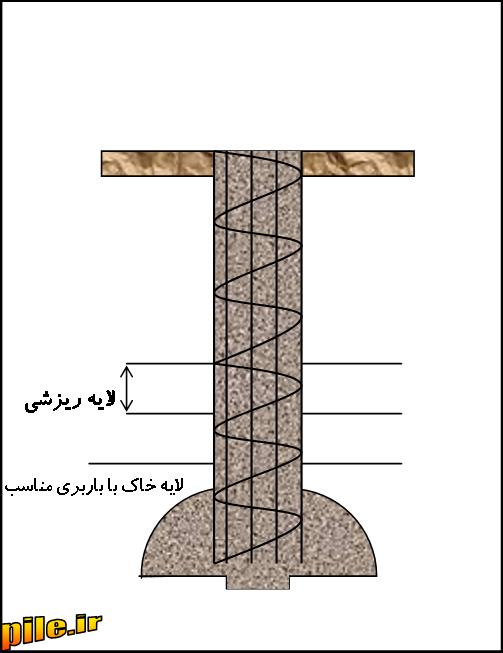
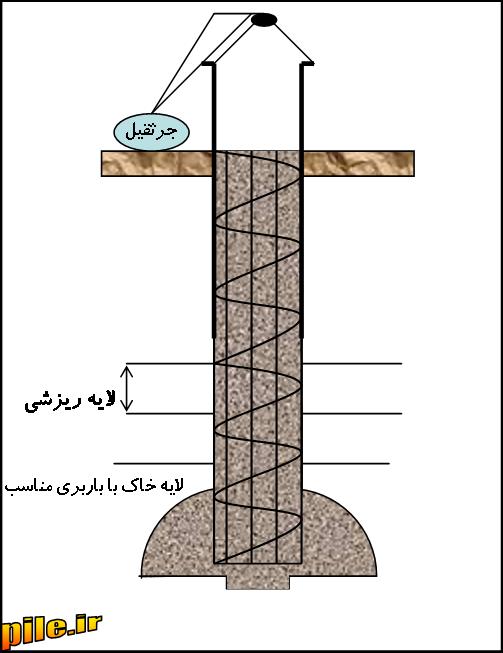 8.اتمام اجرای شمع7.بیرون کشیدن کیسینگ
8.اتمام اجرای شمع7.بیرون کشیدن کیسینگ 


















")